Call to discuss your requirements: 01798 343586

In applications where very harsh substances are used, such as Oil & Gas, Pharmaceutical and the Chemical Processing Industry (CPI) coatings are often applied to protect substrate materials and processing equipment against chemical attack and corrosion. This can give substantial savings in the cost of production down-time or the cost of replacing corroded or damaged machinery and equipment. Coatings are also used to maintain a non reactive environment to ensure that the properties of the process materials remain consistent and uncontaminated.
The inert properties of PTFE (polyetrafluoroethylene), FEP (fluorinated ethylene propylene) and PFA (perfluoralkoxy) will always provide a substantial benefit but in some of the harshest and most aggressive environments, temperature, pressure, concentration and the combination of a wide range of substances could eventually result in a degree of permeation.
Understanding this principle is one of our key attributes. We have the most comprehensive source of quantitative data, relating to the chemical resistance properties of almost all plastic materials, including all of the fluoropolymers and resins that are used in our industry, to almost all corrosive substances. Surface preparation and use of the correct type of basecoat or primer is just as important as selecting the correct type of topcoat.
It is important to understand that PTFE is not always the most appropriate coating in harsh chemical environments. Our testing data shows that FEP or PFA are more resistant to certain substances over time and where exposure to aggressive solvents happens, a PPS (polyphenylene sulfide) based coating system could be the most suitable option.
PTFE, PFA and FEP are all thermoplastics, although only PFA and FEP actually melt flow to give a continuous, non-porous film. PTFE will soften at its melt temperature but it does not melt flow. As well as being microporous, PTFE cannot be over coated once fully cured and thicker films need to be achieved before the final curing cycle takes place. FEP and PFA can be built up in layers to achieve thicker film values, even after being fully cured.
Where a mechanical benefit is required, such as low friction, non stick or dry lubrication, relatively thin coatings are normally more beneficial, as strength, rigidity and support are provided by the substrate material. However, where permeation may be an issue, coating thicknesses in excess of 500µm can be applied.
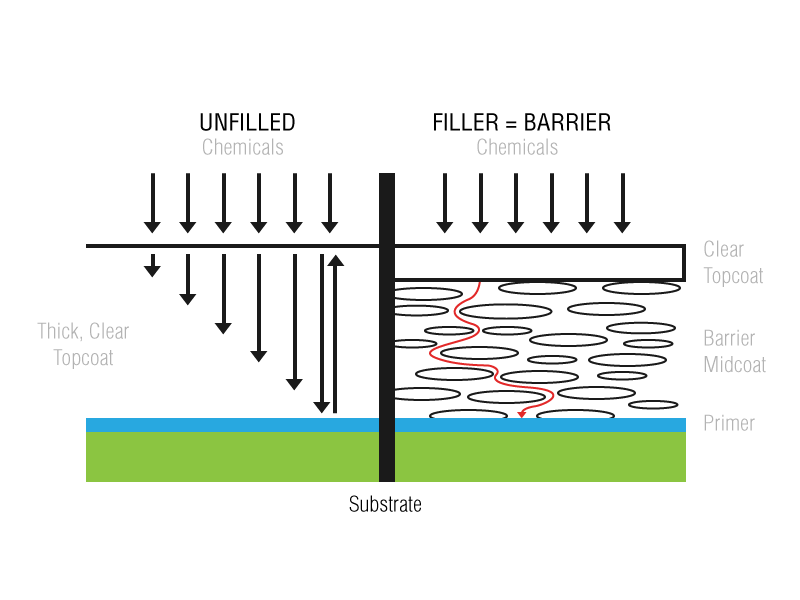
In extreme cases, an additional filled mid-coat can be applied between the primer and the first layer of topcoat. With a conventional fluoropolymer topcoat, the diffusion path will eventually be almost directly through the layer of fluoropolymer to the substrate material. However, a filled mid-coat will either block the diffusion path or significantly retard any permeation. Testing data has shown in a particularly harsh environment, the addition of a filled mid-coat and a multi-layer topcoat can substantially retard permeation.
Our unrivalled knowledge and experience of coating systems that provide chemical resistance or a physical, substrate barrier is unique to us and if you have a particular application that you would like to discuss, please call on 01798 343586 or contact our technical sales department at sales@ptfecoatings.com.
